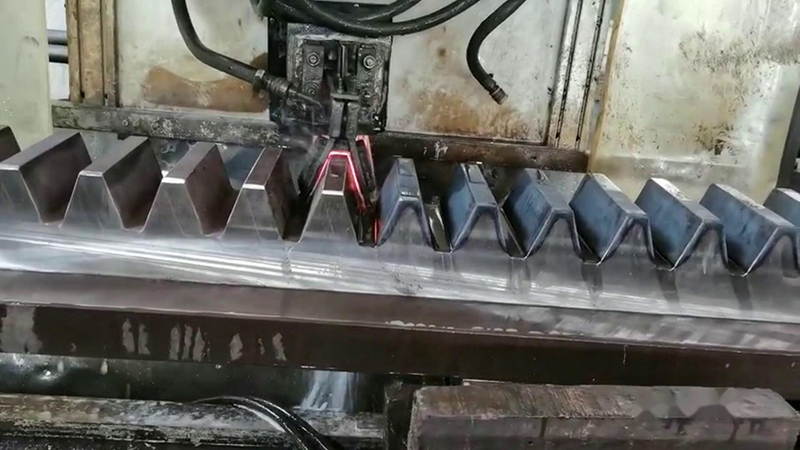
國外某型機曲軸材料為SAE5046鋼,成品主軸頸φ215.9mm,連桿頸φ165.1mm,總長4034.64mm,總重1639.2kg。為提高軸頸的耐磨性,所有主軸頸和連桿頸需對軸頸表面進行中頻感應淬火強化。
該曲軸結構如圖1所示,其軸頸中頻感應淬火成品硬化層深度要求為5.08~10.2mm,遠大于一般曲軸要求的2.5~5.0mm,是該曲軸生產中的一大難題。
一、工藝分析
該曲軸各軸頸經中頻感應淬火后,要求達到:軸頸成品表面硬度45~53HRC,硬化層深度5.08~10.2mm(極限硬度43HRC),硬化層寬度及非硬化區寬度
從技術要求可以看出,該曲軸軸頸成品硬化層深度5.08~10.2mm,遠大于一般曲軸要求的2.5~5.0mm;極限硬度為43HRC,也比GB/T5617-2005標準規定的“零件表面所要求的最低硬度的0.8倍”高。為了保證曲軸成品硬化層深度,加上磨削工藝留量,中頻感應淬火后的硬化層工藝深度至少應在6.0mm以上。
該曲軸材質為SAE5046鋼,與我國的45鋼化學成分接近,不同之處是wCr要求0.20%~0.35%,基本屬于碳鋼。根據經驗,一般碳鋼曲軸中頻感應淬火時硬化層深度約占加熱層深度的0.8左右。對該曲軸,按硬化層工藝深度6.0mm計算,加熱層深度應至少達到6.0mm/0.8=7.5mm。我公司現有曲軸中頻淬火機床最低頻率為6kHz,理論上電流透入深度d熱最深大約為500/≈6.45mm,小于需求的最小加熱深度7.5mm。此外,以43HRC作為硬化層極限硬度時,我公司以往碳鋼曲軸的中頻感應淬火經驗表明,硬化層深度無法達到5mm以上。

為保證曲軸獲得足夠的硬化層深度,采取的措施:一是對SAE5046鋼化學成分進行優化,主要是適度提高Mn量下限,并加入少量的V元素,以達到細化晶粒、提高材料淬透性的目的,為滿足曲軸調質力學性能和中頻淬火深度、硬度等要求創造條件;二是中頻感應淬火時,在采用機床最低頻率基礎上,適當延長加熱時間,使熱量往內部傳導一定深度,以獲得較為理想的加熱層;三是選用合適的淬火冷卻介質,在確保曲軸不發生淬火裂紋的前提下,獲得較大的冷卻能力。
|聯系海拓
第一時間了解我們的新產品發布和最新的資訊文章。 廣東海拓智能科技有限公司,是國內較早研制中高頻感應加熱設備的生產廠家,集聚多位專業從事感應加熱設備工程師專家、集研發、設計、生產制造、銷售、服務于一體民營企業。已經通過 CE認證,ISO9001體系認... 您有什么問題或要求嗎?
點擊下面,我們很樂意提供幫助。 聯系海拓