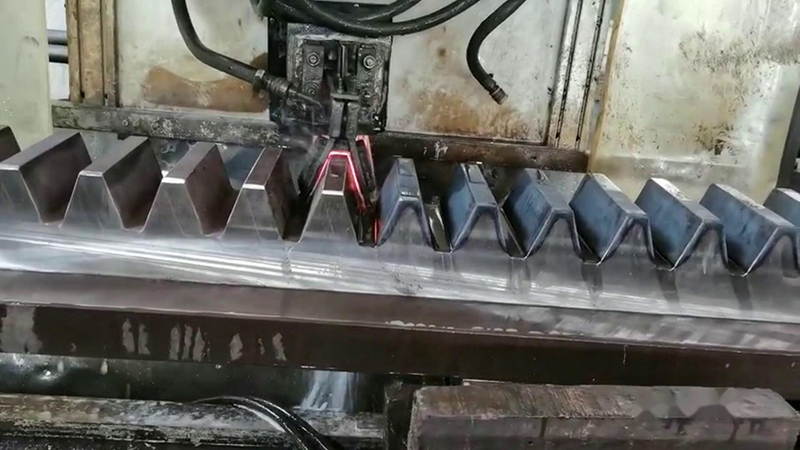
超音頻淬火機床淬火后的零件磁粉探傷,未發現有缺陷的磁痕。先將連續淬火后的鋼動力輸出從動軸件沿直徑縱向線切割,用磨床將線切割影響層磨去,然后將前驅動動軸淬硬層放入鹽酸溶液中。

行熱酸蝕的深度和區域分布:加熱溫度65~80℃,加熱時間20~30min,然后用堿水和,然后洗凈,用壓縮空氣吹干。超音頻淬火機床的感應淬火硬化層在吹干后深可見。前軸淬火后金相分析。

超音頻淬火機床在三級臺階處感應淬火硬化層連續,分別為4.5mm,6.05mm,3.43mm。階梯式軸類零件連接處為感應淬火強化薄弱部位,階梯式淬火強化后的連續硬化層使其硬度、強度和殘余壓應力強烈地連續,從而提高了階梯式尖角應力集中處的疲勞強度,滿足技術和使用要求。
|
聯系海拓
第一時間了解我們的新產品發布和最新的資訊文章。 廣東海拓智能科技有限公司,是國內較早研制中高頻感應加熱設備的生產廠家,集聚多位專業從事感應加熱設備工程師專家、集研發、設計、生產制造、銷售、服務于一體民營企業。已經通過 CE認證,ISO9001體系認... 您有什么問題或要求嗎?
點擊下面,我們很樂意提供幫助。 聯系海拓