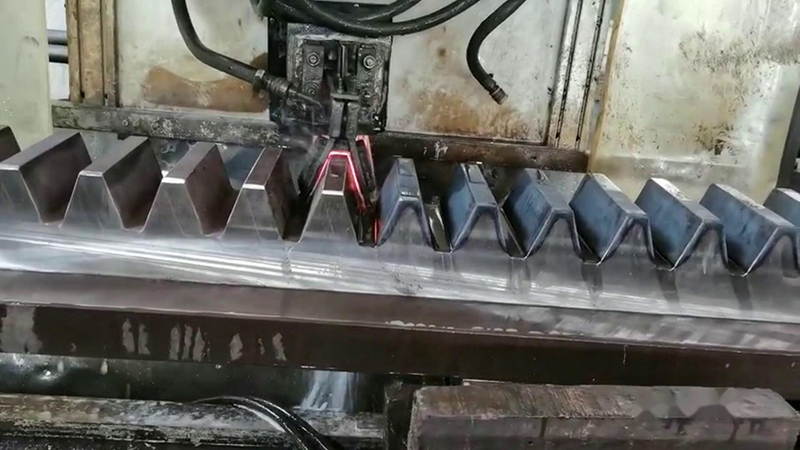
針對T80鏟刀連接座典型部件的實際工作狀態,由本項目研究小組與產品設計部及生產部協商確定。該工件應采用感應淬火加工設備,使凹球面(關鍵工作面)得到硬度≥52HRC、深度2~3mm的表面硬化層,以滿足設計和使用要求。
以下是本課題通過感應淬火機床設備高頻淬火和中頻淬火兩種方式進行的研究。

工藝流程1:用高頻(200kHz)沿球面凹形掃描感應加熱淬火,硬化層深度2~3mm,適用于T80等小型工程機械產品。
技術方案2:采用中頻(4~8kHz)沿球形凹形感應加熱淬火,強化層深度3~5mm,適合其它高負荷工程機械產品。

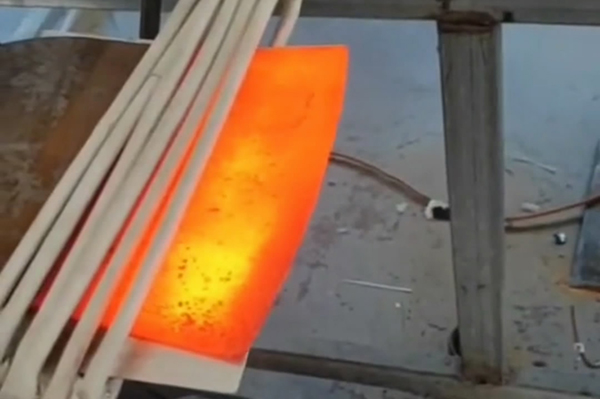
利用200kHz高頻電源,選擇在0.15~0.25cm/s范圍內,適當調整掃描速度,可以在不同深度的掃描段獲得淬火硬化層,硬化層的深度一般在2~3.5mm。
|聯系海拓
第一時間了解我們的新產品發布和最新的資訊文章。 廣東海拓智能科技有限公司,是國內較早研制中高頻感應加熱設備的生產廠家,集聚多位專業從事感應加熱設備工程師專家、集研發、設計、生產制造、銷售、服務于一體民營企業。已經通過 CE認證,ISO9001體系認... 您有什么問題或要求嗎?
點擊下面,我們很樂意提供幫助。 聯系海拓