氣缸套感應熱處理技術如何?

發動機氣缸套的工作條件是高溫、半干潤滑狀態,受到活塞環的強烈摩擦,因此氣缸套的表面必須具有高硬度的氣缸套還承受交變負荷,因此硬表層必須具有韌性的金屬。過去,氣缸套采用整體淬火技術,后來采用感應淬火技術。采用感應淬火的優點是①可以在生產線上生產,而且生產率比整體淬火提高了很多倍②節能③硬化層的深度可以根據需要進行選定。

氣缸套一般采用珠光體灰鑄鐵制作,其鑄件組織有比較嚴格的要求。鑄件硬度為170~241HBW,缸套淬火硬度一般要求≥43HRC,硬化層深度為1.5~2.Smm,淬火區允許兩端有過渡區,如上端≤15mm,下端≤25mm等。
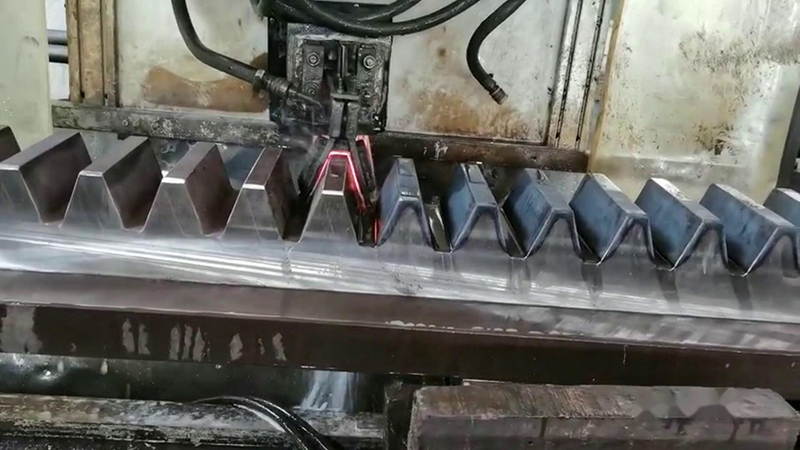
(1)感應淬火根據硬化層的深度,可選擇超音頻或中頻8kHz的電源的功率取決于氣缸套的直徑大小,例如內徑為125mm,高度為292mm的氣缸套,選擇160~200kW的功率即可。采用雙工位交替工作的淬火機,生產率可達90件/h。掃描淬火時,加熱溫度和時間對淬火結果有很大影響,生產中采用的掃描速度為6~7mm/s,即各質點的加熱時間為3s左右(有效圈寬度為20mm),加熱溫度為900屯左右,可得到較好的淬火結果(細針狀馬氏體和托氏體組織)。

(2)回火缸套的回火采用工頻回火機。三工位工頻回火機一次可以進行三個氣缸套的回火,旋轉工作臺以三個為一列對稱配置六個氣缸套,工作臺可以往復旋轉1800。列3個氣缸套進行工頻回火時(回火溫度一般為200~220℃,回火時間一般為40s左右),另一列3個空位可安裝待回氣缸套。排氣缸套完成回火后,工頻回火線圈自動上升,工作臺旋轉180。線圈下降,第二進行第二列三個缸套的回火。工頻缸套回火傳感器內置硅鋼芯,線圈由多層、多圈扁銅線制成,其生產率超過淬火機90件/h的生產率,達到180件/h,可組合生產組合,配置在生產線上。
|聯系海拓
第一時間了解我們的新產品發布和最新的資訊文章。 廣東海拓智能科技有限公司,是國內較早研制中高頻感應加熱設備的生產廠家,集聚多位專業從事感應加熱設備工程師專家、集研發、設計、生產制造、銷售、服務于一體民營企業。已經通過 CE認證,ISO9001體系認... 您有什么問題或要求嗎?
點擊下面,我們很樂意提供幫助。 聯系海拓