海拓感應加熱技術
感應加熱電源伴隨著法拉第電磁感應現象的發現和渦流理論的提出而被研制出來。它早用于表面淬火的例子是前蘇聯應用于曲軸頸的表面淬火。其后,表面加熱淬火廣泛應用于汽車、鐵路、機床、軸承制造等各個行業。感應加熱因具有節能、加熱效率高、速度快、可控性好及易于實現機械化和自動化等優點,而得到迅速發展和廣泛應用。目前己廣泛應用于熔煉、鑄造、彎管、熱鍛、焊接和表面熱處理等行業。在感應熱處理方面,應用多的是感應淬火,其次是感應回火和感應退火或正火。而鋼管焊縫退火(正火)是感應退火(正火)典型應用。
1 基本原理和組成
感應加熱是根據電磁感應原理,交變的電場產生交變的磁場,再利用交變磁場使被加熱工件產生渦流達到加熱的效果。具體為當逆變橋對角功率器件以接近電路諧振的頻率交替觸發,負載感應線圈通過一定頻率的電流,線圈中產生交變磁通,金屬在交變磁場作用下產生渦流,使金屬發熱的過程。感應加熱技術常用的三個效應:集膚效應、鄰近效應、圓環效應。
感應加熱電源的基本組成包括可控或不可控整流電路、逆變器和控制電路。整流電路把50Hz 交流電轉換為直流電;逆變器將直流電轉化為負載所需頻率的交流電;控制電路為整流電路提供移相控制觸發脈沖和為逆變電路提供驅動脈沖。Uf為反饋信號電壓,提供過流及頻率跟蹤信號。目前應用多的逆變電路形式是電流源并聯諧振式和電壓源串聯諧振式。并聯逆變器的負載對電源呈現高阻抗,適合于低阻抗感應器的應用場合;串聯逆變器的負載對電源呈低阻抗,適合于高阻抗感應器的場合。
2 感應加熱的優點
感應加熱電源的頻率范圍很廣,低于10KHz以下的稱為中頻感應加熱電源;頻率在10kHz~100kHz之間的稱為超音頻感應加熱電源;頻率高于100KHz的稱為高頻感應加熱電源。按照功率器件SCR、IGBT和MOSFET的頻率特性和功率容量來看,SCR主要應用在中頻感應加熱。感應加熱與傳統加熱相比有以下優點:
●感應加熱屬于內熱源直接加熱,熱損失小,因此加熱速度快,時間短,使工件表面氧化脫碳少,廢品率極低。
●可進行工件局部加熱,可通過電氣參數對過程進行精確的工藝控制。
●用感應加熱進行表面熱處理,使工件表面硬度高,心部能保持較好的塑性和韌性,沖擊韌性、疲勞強度和耐磨性等有很大提高,力學性能提高。
●便于機械化以及自動化。
●生產過程清潔,無周邊高溫,勞動條件好。
3 感應加熱技術的應用
我司在各生產區域大量使用了感應加熱技術。按照感應加熱的工件部位可分:整體外表面感應加熱;局部外表面感應加熱;局部或端部感應加熱。
(1)整體外表面感應加熱
為了保證芯棒的使用壽命,需要對芯棒表面進行熱處理,使其具有足夠的強度和熱穩定性。根據熱處理工藝對芯棒表面溫度的要求來控制芯棒通過感應加熱線圈的速度,同時調節中頻電源的輸出功率。另配有不同尺寸的感應線圈來用于不同規格芯棒的熱處理。
在對鋼管表面進行外拋丸處理之前,需要將鋼管外表面加熱到拋丸所需要的溫度。使用感應加熱,加熱速度快,時間短,使工件表面氧化脫碳少,減少了廢品率,僅加熱鋼管表面可節約能源。
在對鋼管表面進行外涂覆處理之前,也需將鋼管表面加熱到粉末涂層所需要的溫度。
(2)局部外表面:HFW焊管線高頻焊接
高頻焊接的原理是用流經工件連接面的高頻電流所產生的電阻熱加熱,并在施加(或不施加)頂鍛力的情況下,使工件金屬間實現相互連接的一類焊接方法。高頻焊機功率和頻率的穩定性與焊接速度,擠壓力、V型角、焊接溫度、阻抗器等因素一同匯集成了HFW焊管線帶鋼成型后變為圓管的核心技術。
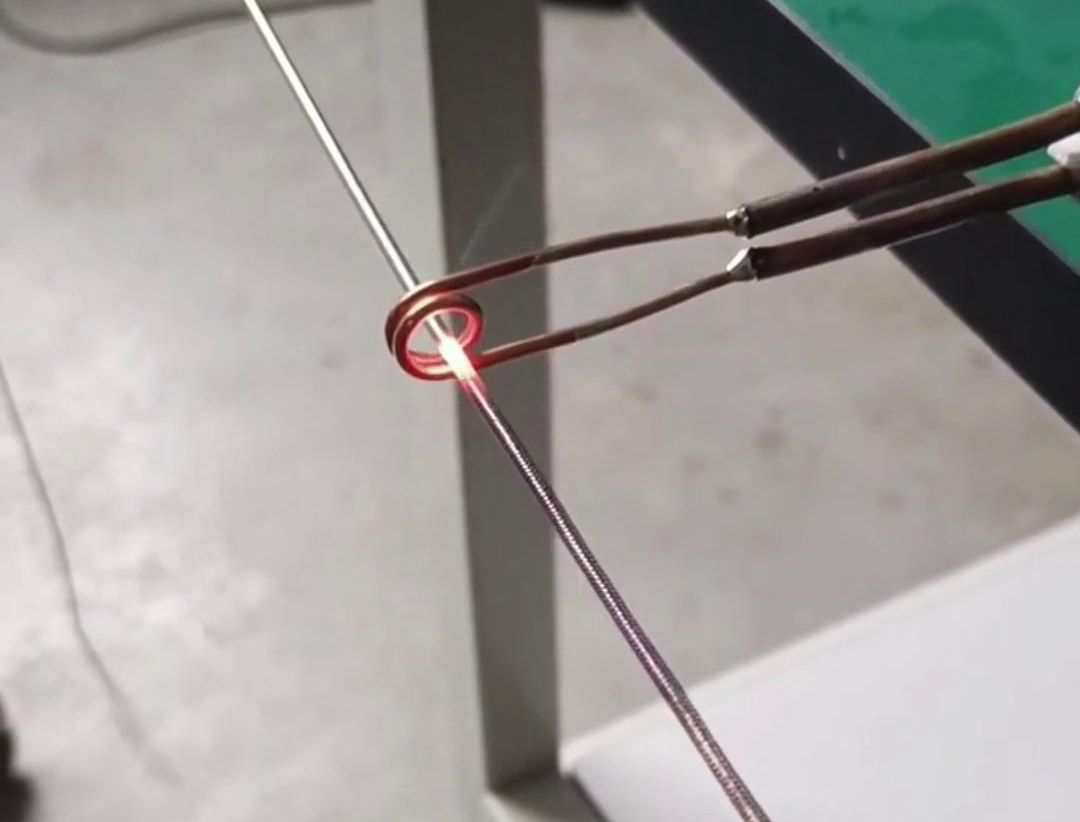
(3)局部感應加熱
鉆桿多采用管端與工具對焊連接,焊縫及其熱影響區是強度的薄弱環節。因此,要對其進行熱處理。采用感應加熱,可按熱處理工藝要求對焊縫進行局部加熱。焊縫對整根管子而言,只是一個局部,特別對大口徑鋼管,對焊縫采用局部感應加熱比管子整體加熱能節省很多能量,其能耗與滲碳、氮化和調質相比較有極大的優勢,具有高附加值。
HFW焊管線的帶鋼經過成型機組和高頻焊機的焊接后,近似變形為圓管,焊縫及其熱影響區是強度的薄弱環節。因此,要對其進行熱處理。寶鋼HFW焊管生產線上配置了7套共2段中頻感應加熱裝置,其焊縫熱處理工藝運行模式有:N、Q+T、Q+N,也可以實現雙退火工藝,起到提高直焊縫韌度,明顯改善焊縫材料性能的作用。每臺中頻裝置的線圈后各有一個溫度計,進行在線鋼管焊縫表面熱處理測溫,以監控并根據工藝要求進行焊縫加熱溫度設定調節。由于直焊縫幾乎處于鋼管正上方,焊管線焊縫加熱線圈設計成為回線型,即在線圈底部有60mm的硅鋼片凹槽,可以有效控制線圈凹槽部位的磁力線分布,防止磁力線外逸,保證焊縫熱處理線圈在一定時間內有效地在焊縫區域內加熱和保溫。由于在鋼管輸送過程中的客觀因素,直焊縫并不能完全保證處于鋼管正上方位置,可能有毫米級的偏差,為此還配備了一套能進行鋼管焊縫跟蹤和根據產品規格進行線圈定位調整的中頻退火裝置線圈定位和焊縫跟蹤系統。
(4) 鋼管端部感應加熱
由于車絲機后管壁減薄,螺紋連接部分成為整個管體強度的薄弱環節。為提高螺紋連接部分的強度,采用管端加厚的方法來增加管端壁厚。鉆桿公頭母頭的焊接連接區和熱影響區也是強度的薄弱環節,所以也采用管端加厚的方法來提高鋼管機械性能。而每次沖鍛加厚之前必須先對管端進行加熱,通過感應加熱器可以對鋼管管端局部加熱,并且可以精確控制管端加熱長度和溫度。
為了保證鋼管管端加熱溫度達到生產工藝要求,避免溫度過低或過高,溫度測量由一臺紅外線高溫計來進行,它能測出加熱后的鋼管管端的溫度,并顯示在操作面板上。
鋼管管端每次扣徑之前必須先對其進行加熱并收口,使鋼管端部彎曲符合工藝要求。通過感應加熱使鋼管管端改善金屬塑性,獲得一定組織狀態。
配置不同規格的感應加熱爐,用于不同規格鋼管的端部加熱。
|