端加厚鋼管的超高頻感應加熱調質處理工藝。
端加厚鋼管的加厚部分長度為100~150mm,分為內加厚、外加厚和內外加厚。這種鋼管主要用于增加連接部件的強度。由于鋼管兩端與中間壁厚不同,很難使管端與管體溫度均勻,通常加厚部位溫度低于管體溫度。熱處理后的力學性能差異很大。為了克服這一缺點,可以采用加厚端預熱法或雙頻加熱法來解決這一問題。這兩種工藝方法分別介紹在下面。

加厚端預熱法。
高強度鉆桿的生產線平面布置采用超高頻感應加熱加厚端預熱法。生產線電源配置及工藝過端加厚鋼管超高頻感應加熱預熱方法調質處理生產線平面布置l給料臺架;2轉運臺;3-傳送臺;4給料臺架;5-探傷儀;6預熱傳感器;7-均溫爐;8-淬火傳感器;9噴淋冷卻;10回火傳感器程如下。
①電源配置。
該生產線總功率270ukW,可處理直徑140mm、壁厚9~12mm的鉆桿和套管。加厚端預熱采用2臺lookW和1000Hz電源;淬火加熱采用3臺500kW、2500Hz和1000Hz電源;回火加熱采用2臺500kW和1000Hz電源。
②調質處理過程。
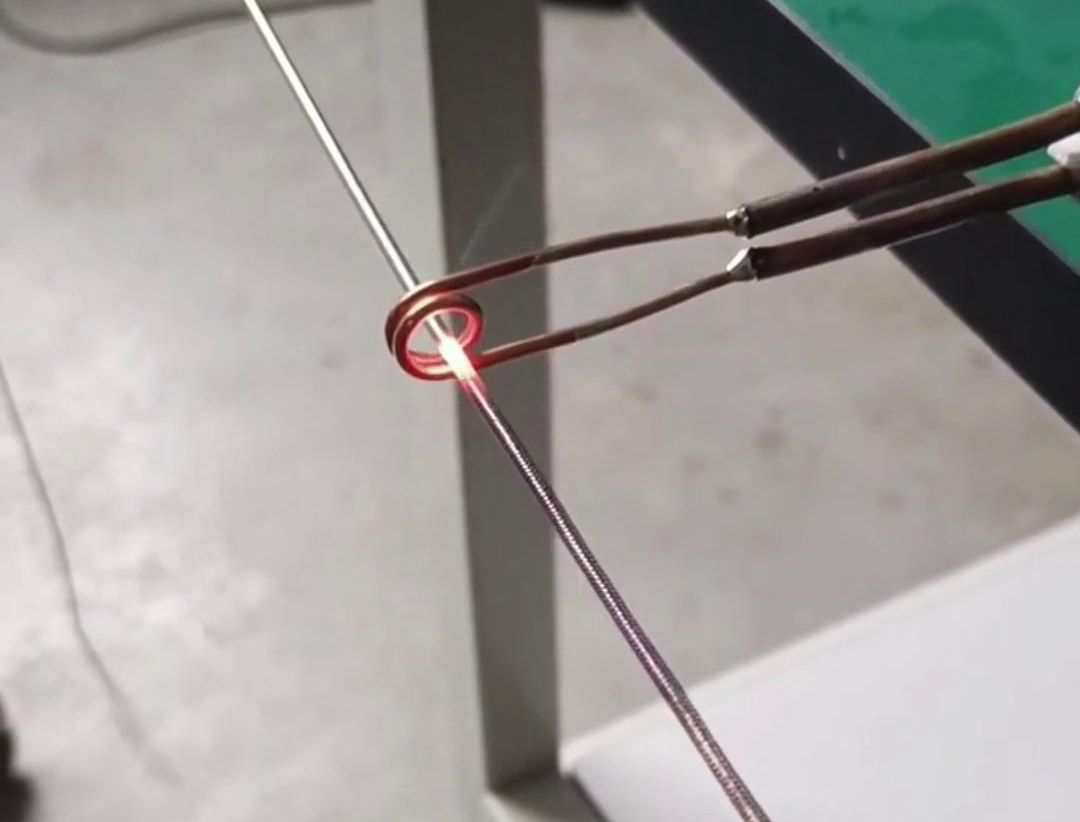
鋼管通過平移機構輸,加厚端首先進入預熱傳感器,加熱至800~850℃。然后,鋼管轉向斜輥驅動的輥道,經淬火加熱超高頻感應加熱至淬火溫度,在絕緣爐內均勻溫度,然后進入噴霧淬火冷卻。淬火后,鋼管通過轉移平臺到達回火處理線。回火加熱時,加厚端不再預熱,加厚部分和管體溫度通過保溫爐的平均溫度相同。回火加熱后,鋼管在空氣中冷卻,完成調質處理的全過程。
③鋼管加厚端淬火冷卻方法。
內外同步噴淋冷卻裝置用于加厚端淬火,內噴淋系統通過傳感器和機械系統自動噴淋。淬火時,噴射冷卻用水壓為0.4~0.6MPa。這種內外同步冷卻裝置基本上可以保證加厚端與管體力學性能的一致性。30Mn2鋼管回火后,加厚端內的金相組織為回火索氏體和少量自由鐵素體。通過調整30Mn2鋼的淬透性,在鋼中加入微量硼和鈦后,淬透性加厚端經回火處理后得到所有回火索氏體組織。
④溫度控制系統生產線淬火,回火加熱配備自動溫度控制系統,通過溫度測量信號與加熱功率的關系調整加熱功率,保持溫度穩定。當鋼管輸送速度發生變化時,率可自行調整,故障時可停止加熱。
⑤超聲波檢測。
生產線配備超聲波自動探測器,檢查熱處理前后鋼管的冶金缺陷,確保鋼管的冶金質量。
綜上所述,超高頻感應加熱預熱法生產的加厚端鉆桿機械性能高,屈服強度可達950MPa,是生產高強度級鉆桿的有效方法。
|聯系海拓
第一時間了解我們的新產品發布和最新的資訊文章。 廣東海拓智能科技有限公司,是國內較早研制中高頻感應加熱設備的生產廠家,集聚多位專業從事感應加熱設備工程師專家、集研發、設計、生產制造、銷售、服務于一體民營企業。已經通過 CE認證,ISO9001體系認... 您有什么問題或要求嗎?
點擊下面,我們很樂意提供幫助。 聯系海拓