熱處理工藝一般分為預先熱處理和終熱處理。預先熱處理是為了消除或改善前道工序引起的某些缺陷, 為終熱處理做準備。退火和正火是零件預先熱處理的主要方式。在某些情況下, 若零件經退火或正火后已滿足要求, 這時的退火和正火工藝就作為終熱處理。
(1 ) 正火工藝
正火是將鋼加熱到Ac3 (或Acm ) 點以上30~50℃ , 保溫適當時間, 然后在空氣中冷卻
的熱處理工藝。正火后得到含有珠光體的均勻組織。
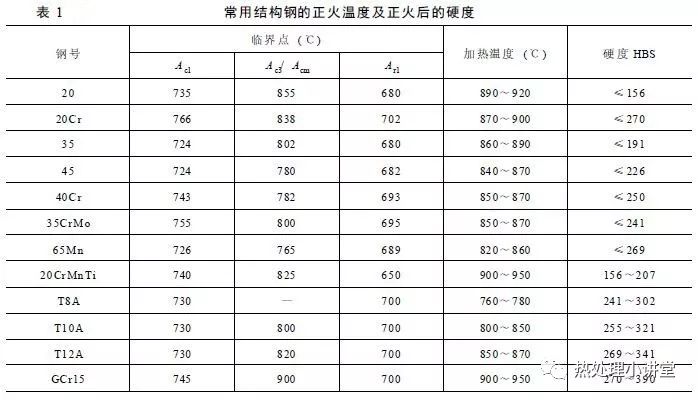
正火的目的, 對于中、低碳鋼的鑄、鍛件主要是細化晶粒, 并使組織均勻化, 提高低碳鋼工件的硬度和切削加工性能, 消除切削加工后的硬化現象和去除內應力; 對于過共析鋼,主要是消除網狀碳化物, 為后續熱處理做組織準備。正火加熱溫度在實際生產中常常略高一些, 以促使奧氏體均勻化, 增大過冷奧氏體的穩定性。常用結構鋼的正火溫度及正火后的硬度見表1。
中小型零件正火一般采用熱爐裝料。大型零件應注意控制裝料時的爐溫, 形狀簡單的碳素結構鋼或低合金鋼可以隨爐升溫, 不控制加熱速度; 但對于形狀復雜或中、高合金鋼則應嚴格控制加熱速度。中、高合金鋼因合金元素含量高, 導熱性差, 所以加熱速度不宜過快,在低于600~700℃的階段, 加熱速度控制在30~70℃/ h , 溫度超過700℃后可增大到80~100℃/ h。
保溫時間應充分考慮鋼的成分、工件的尺寸和形狀、裝爐量以及采用的加熱爐特性等因
素。合金鋼的保溫時間比碳鋼長一些, 工件越大, 裝爐量越多, 保溫時間也越長, 一般可按1 . 5~2 . 5 min/ mm (厚度或直徑) 估算。
冷卻方式應根據鋼的成分、工件的尺寸和形狀以及正火的性能要求確定。一般小件可在
空氣中冷卻, 大件可用吹風冷卻或噴霧冷卻。但對于一些高合金鋼, 空氣冷卻已超過其臨界
冷卻速度, 屬于淬火而非正火。
正火可用于普通結構零件的終熱處理, 經過正火改善其鑄造或鍛造后的組織, 細化晶粒。對于比較重要的零件, 經過正火可使不正常組織變為正常, 粗大組織得到細化, 這樣不僅可改善切削加工性, 減小加工的表面粗糙度值, 而且還可減少淬火時變形和開裂的傾向。
對于過共析鋼來說, 由于正火時析出的二次滲碳體量較少, 難以形成連續的網狀, 有利于球化, 故過共析鋼在球化退火之前往往要先進行一次正火, 以抑制網狀二次滲碳體的形成。
退火的主要目的是降低硬度, 改善力學性能, 消除或減少內應力, 穩定尺寸, 消除組織缺陷, 均勻化學成分, 為終熱處理做準備。
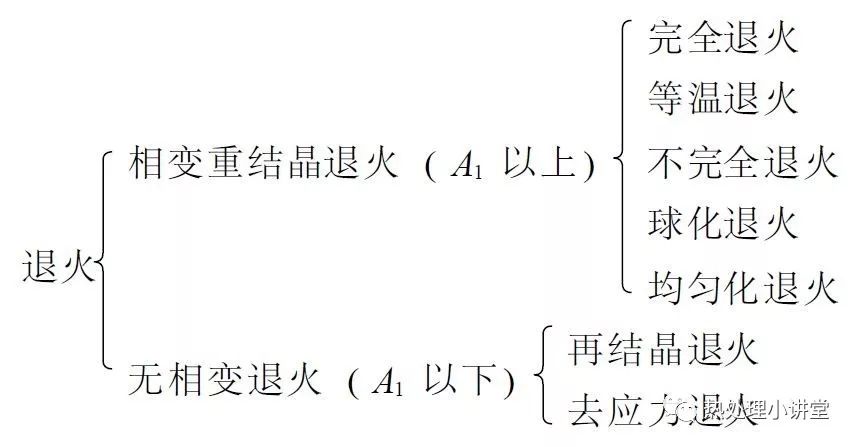
退火的種類很多, 通常根據退火加熱溫度可分為:
(1 ) 完全退火
完全退火是將鐵碳合金加熱到完全奧氏體化, 保溫一定時間, 隨后緩慢冷卻, 獲得接近平衡狀態組織的退火工藝。其目的是降低硬度, 改善加工性, 消除內應力, 細化組織, 為后續熱處理做準備。完全退火主要用于中、低碳鋼的鑄件、鍛件、熱軋鋼材, 有時也用于焊接結構件。鑄件冷凝過慢或鍛軋件終鍛終軋溫度過高, 會引起奧氏體晶粒粗大, 使鋼材的塑性和韌性下降; 焊接件會因過熱引起組織粗化、內應力和硬度高等缺陷, 這些都可采用完全退火來消除和改善。
完全退火的工藝參數主要有加熱溫度、加熱速度、保溫時間和冷卻速度等, 其工藝要點如下:
1) 加熱溫度。一般情況下, 碳鋼的完全退火溫度選用Ac3 + ( 30~80℃) , 合金鋼選用
Ac3 + (50~100℃)。為了加快奧氏體化的過程, 減少工藝保溫時間, 在生產中往往采用較
高的加熱溫度, 而對含有多種合金元素的合金鋼, 常采用更高的溫度。常用鋼的完全退火溫
度見表2。
2) 加熱速度和保溫時間與正火完全相似。
3) 冷卻速度。在實際生產中, 冷卻速度過慢, 會造成工件硬度過低; 冷卻速度過快,會造成硬度偏高。一般情況下, 碳鋼的冷卻速度為100~150℃/ h , 低合金鋼的冷卻速度為50~100℃/ h , 高合金鋼為20~70℃/ h , 工件隨爐冷到500℃左右可出爐空冷, 也可在緩冷坑中冷卻。
( 2) 不完全退火
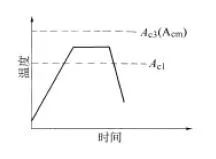
將鋼加熱到Ac1 ~ Ac3 ( 或Ac1 ~ Acm ) 之間, 經保溫后緩冷的方法稱為不完全退火。它適用于亞共析鋼或過共析鋼。如圖1所示為不完全退火工藝示意圖。
鋼在不完全退火時的組織尚未完全奧氏體化, 即鐵素體或滲碳體未完全溶入奧氏體, 因此不完全退火只能降低和消除應力, 不能細化組織。與完全退火相比, 除退火溫度外, 其他工藝參數一樣。
圖1 不完全退火工藝示意圖
(3 ) 再結晶退火
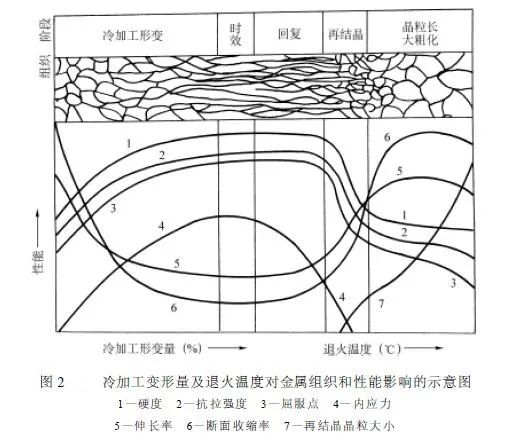
在冷變形加工中, 金屬的硬度、強度和內應力隨形變量增加而增大, 塑性隨形變量增加而降低, 若隨后對其加熱, 隨著溫度的升高, 組織和性能有恢復到冷變形加工前狀況的趨勢。將經過冷變形的金屬在再結晶溫度以上加熱, 使變形了的晶粒重新形核, 變為細小的等軸晶粒, 同時消除冷作硬化, 使硬度降低, 內應力基本消除, 這種工藝稱為再結晶退火。一般鋼材的再結晶退火工藝是在600~700℃保溫1~3 h 后空冷。
如圖2 所示為冷加工形變量及退火溫度對金屬組織和性能影響的示意圖。由圖可知,
經過再結晶退火, 可使金屬的內應力消除, 硬度、抗拉強度下降, 塑性顯著提高。
正火與退火的選擇
正火與退火在某種程度上有相似之處, 它們在實際生產中, 有時是可以相互代替的。退火或正火的選用主要從如下三方面考慮:
(1 ) 從使用性能上考慮
如果鋼件的性能要求不太高, 隨后不再進行淬火與回火的話, 則往往可以用正火來提高力學性能; 但如果零件的形狀比較復雜, 正火的冷卻速度有形成裂紋危險的話( 如復雜或大型的鑄件) , 則應采用退火。另外, 從減少終熱處理(淬火) 的變形開裂傾向來看, 退火比正火好。
(2 ) 從切削加工性上考慮
一般來說, 金屬的硬度在160~240HBS 范圍內的切削加工性能比較良好, 過高的硬度不但難以加工且會造成刀具很快磨損, 而過低的硬度則形成很長的切屑纏繞刀具, 造成刀具的發熱和磨損, 加工后零件表面粗糙度較大。低、中碳結構鋼以正火作為預先熱處理比較合適, 高碳結構鋼和工具鋼則以退火較好。
(3 ) 從經濟上考慮
正火比退火的生產周期短, 能耗少且操作簡單, 故在可能的條件下應優先考慮以正火代替退火。
-End-
|聯系海拓
第一時間了解我們的新產品發布和最新的資訊文章。 廣東海拓智能科技有限公司,是國內較早研制中高頻感應加熱設備的生產廠家,集聚多位專業從事感應加熱設備工程師專家、集研發、設計、生產制造、銷售、服務于一體民營企業。已經通過 CE認證,ISO9001體系認... 您有什么問題或要求嗎?
點擊下面,我們很樂意提供幫助。 聯系海拓