高頻淬火設(shè)備活塞桿坯的感應(yīng)加熱調(diào)質(zhì)處理工藝。
在工程機(jī)械中,裝載機(jī)和挖掘機(jī)采用了大量的傳動軸、活塞桿、缸柱等軸類零件。大多數(shù)零部件在加工前都要經(jīng)過調(diào)質(zhì)處理。山東省榮泰電爐制造有限公司,根據(jù)市場需要,研制開發(fā)了一條用于感應(yīng)加熱調(diào)質(zhì)處理系列軸類坯料生產(chǎn)線。本文選取直徑為30~60mm的柱塞桿坯料,對其中一條感應(yīng)加熱調(diào)質(zhì)處理生產(chǎn)線進(jìn)行了介紹。
備")
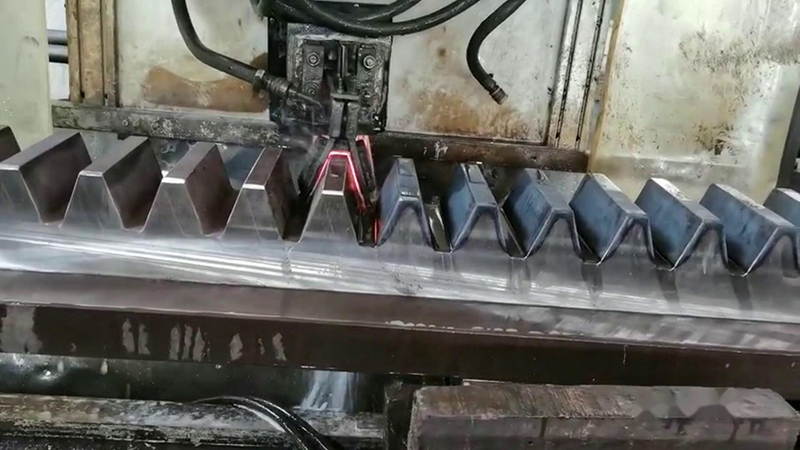
高頻淬火設(shè)備活塞桿坯感應(yīng)加熱調(diào)質(zhì)處理生產(chǎn)線的構(gòu)成。該線由上料臺、夾料輥、淬火加熱感應(yīng)器、壓輥淬火、回火加熱、下料臺等組成。輔機(jī)有感應(yīng)加熱電源、機(jī)械傳動機(jī)構(gòu)、電控系統(tǒng)、水冷卻系統(tǒng)等。主要部件的功能和特性如下。
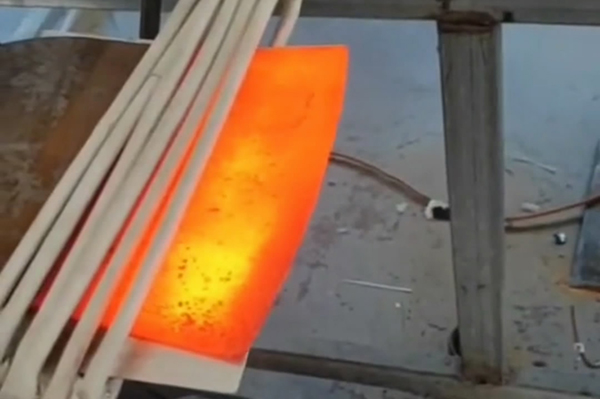
(1)感應(yīng)加熱電源高頻淬火設(shè)備傳感器是由功率為350kW、頻率為1000Hz的晶閘管電源供電;一個回火傳感器由晶閘管電源供電,頻率為250kW,頻率為1000Hz的晶閘管電源供電。傳感器的加熱長度為1800mm,小徑400mm,淬火加熱溫度1000℃,回火加熱溫度750℃。
(2)坯料輸送和前移將坯料吊頂至料臺架后,通過輥輪輸送,實(shí)現(xiàn)連續(xù)淬火和加熟坯,高頻淬火連續(xù)不斷噴淋高頻淬火設(shè)備冷卻,連續(xù)回火加熱至輸送至下料臺架冷卻。為了使坯料受熱均勻、冷卻均勻,在保持穩(wěn)定的前進(jìn)速度的前提下,坯料通過特定的機(jī)械產(chǎn)生旋轉(zhuǎn),并且旋轉(zhuǎn)速度可調(diào)節(jié),坯料自轉(zhuǎn)可保證調(diào)質(zhì)后硬度的均勻性和直線度要求。
備廠")
(3)用單色遠(yuǎn)紅外測溫儀測量和控制高頻淬火裝置及加熱溫度。通過PLC與設(shè)定值對比,指示電源系統(tǒng)調(diào)節(jié)加熱功率,實(shí)現(xiàn)功率一溫度的閉環(huán)控制,加熱溫度控制精度±10℃。
(4)運(yùn)行系統(tǒng)通過PLC實(shí)現(xiàn)對輸送速度、加熱溫度、加熱功率等進(jìn)行自動控制。對加工工藝參數(shù)、機(jī)械操作參數(shù)等進(jìn)行調(diào)整和打印。本系統(tǒng)還可按設(shè)定指標(biāo)、加工工藝參數(shù)等自動運(yùn)行,或手動操作運(yùn)行。
|聯(lián)系海拓
第一時間了解我們的新產(chǎn)品發(fā)布和最新的資訊文章。 廣東海拓智能科技有限公司,是國內(nèi)較早研制中高頻感應(yīng)加熱設(shè)備的生產(chǎn)廠家,集聚多位專業(yè)從事感應(yīng)加熱設(shè)備工程師專家、集研發(fā)、設(shè)計(jì)、生產(chǎn)制造、銷售、服務(wù)于一體民營企業(yè)。已經(jīng)通過 CE認(rèn)證,ISO9001體系認(rèn)... 您有什么問題或要求嗎?
點(diǎn)擊下面,我們很樂意提供幫助。 聯(lián)系海拓