油井鋼管在線高頻感應加熱淬火和離線回火的調質工藝。
利用鋼管熱軋定徑后的余熱,采用中高頻感應加熱方法將管溫加熱到淬火溫度,均勻溫度后進行噴淋淬火。淬火后的鋼管轉入步進加熱爐進行高溫回火,空冷后完成油井鋼管的調質。該調質方法由天津無縫鋼管廠研制成功,用于油井鋼管的調質處理,取得了節能增效的效果。現將熱處理工藝介紹如下。

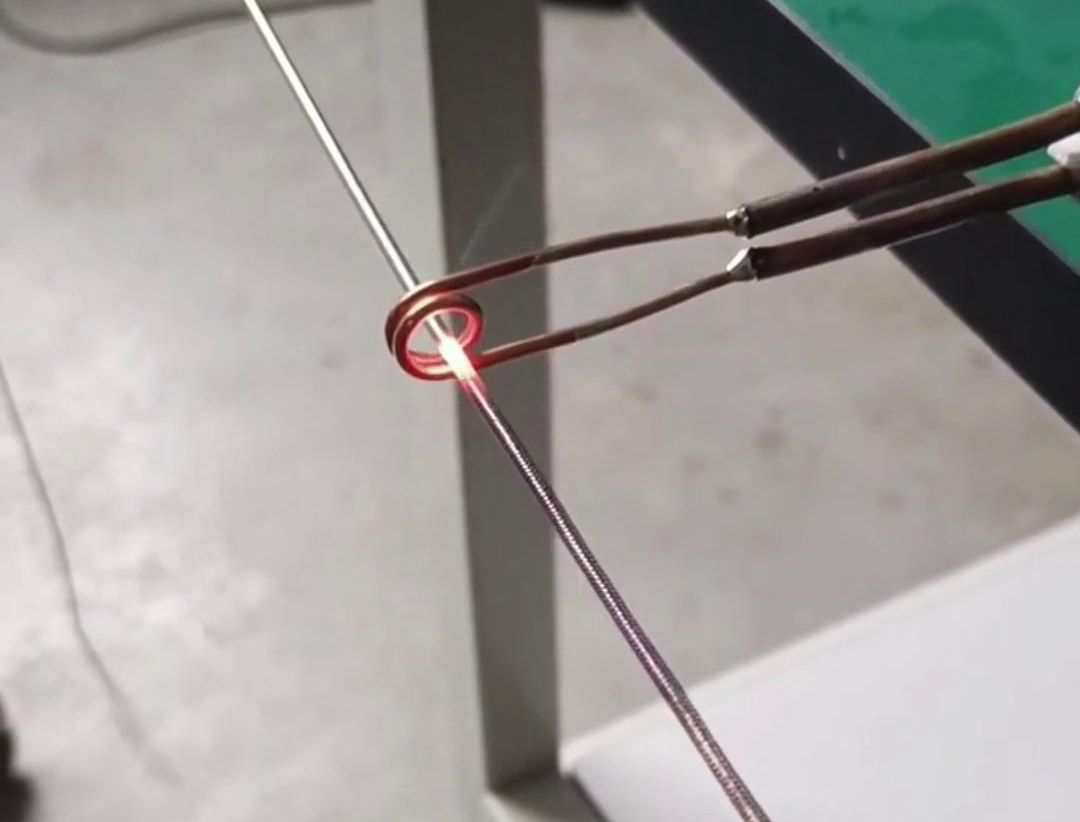
(1)油井鋼管調質工藝熱處理的主要工藝是熱軋定徑溫度的控制、中高頻感應加熱溫度和均溫、淬火冷卻方式、離線回火工藝的控制等。油井管中高頻感應加熱淬火離線回火的調質過程。
(2)理油井管的規格與鋼級鋼管直徑為73~140mm,壁厚為5.5~16mm,鋼管長度為6~12m。鋼級為N80.Plo級,鋼號為37Mn5.33CrMo。
(3)調質處理淬火回火工藝參數中高頻感應加熱淬火溫度為780~830℃(定徑后溫度為860~910℃),淬火冷卻采用內外噴淋冷卻,淬火冷卻速度大于40℃.S-l。在步進式加熱爐中進行離線回火,回火溫度為600~650℃,保溫時間為50-60min,回火后在冷床上空冷,然后收集,轉移到下一道工序。
(4)控制中高頻感應加熱淬火工藝參數。
中高頻感應加熱淬火溫度與成品鋼管力學性能的關系。通過中頻加熱嚴格控制淬火溫度的作用是顯而易見的后的余熱直接淬火,成品鋼管的力學性能低于淬火溫度控制時的性能。造成這種現象的原因是軋制后余熱淬火時淬火溫度控制不當,波動較大,導致淬火馬氏體量不穩定,往往導致馬氏體結構粗細不均勻,導致回火索氏體組織粗細不均勻,最終影響力學性能的波動,特別明顯降低屈服強度和穩定性。嚴格控制淬火溫度后,解決了上述問題,提高了鋼管的強度指標、穩定性和合格率。中頻控溫淬火后,調質處理油井管的質量可以達到APIspecSCT標準。除了控制淬火溫度外,還應注意控制淬火水溫度。淬火水溫對37Mn5鋼管調質后力學性能的影響。淬火水溫不應高于50℃,高于50℃時會失去冷卻能力。淬火組織中馬氏體的數量顯著減少,回火組織中大量鐵素體的存在降低了鋼的強度和韌性。
|聯系海拓
第一時間了解我們的新產品發布和最新的資訊文章。 廣東海拓智能科技有限公司,是國內較早研制中高頻感應加熱設備的生產廠家,集聚多位專業從事感應加熱設備工程師專家、集研發、設計、生產制造、銷售、服務于一體民營企業。已經通過 CE認證,ISO9001體系認... 您有什么問題或要求嗎?
點擊下面,我們很樂意提供幫助。 聯系海拓